

")

汽车手套箱盖板(又名工具箱盖板),是汽车手套箱的重要零件,位于副驾驶位置的外侧的零件,塑件为外观件,表面需皮纹,塑件外观质量要求高。所以需要专业的汽车模具设计公司给一些设计经验,现在就由一图汽车模具设计公司为您分享。
手套箱盖板特征如图1所示;

图1 汽车手套箱盖板零件图
1.塑件外观要求及模具结构分析
图1所示为某品牌汽车手套箱盖板零件图,材料为PP。外表面需皮纹,塑件为外观件,表面要求高。塑件尺寸为:555.5*200.4*300.5mm。塑件特点如下:(1)外观面要求高,塑件外观面需皮纹,塑件外观面不允许有斑点,浇口痕迹,更不允许有收缩凹陷.熔接痕.飞边等缺陷。(2)塑件为皮纹件,塑件外观面(A面)脱模斜度设计要合理(一般至少设计5度以上)。(3)塑件外形复杂,曲面光洁度高,本塑件内外侧面无倒扣。(4)塑件内侧面只有锁扣位置有倒扣,塑件内侧面因塑件结构与焊接工艺的原因无法设计加强筋,因此塑件有应力变形与内缩缺陷。(5)塑件外观夹线要求高,塑件外观需防止出现段差。
2.模具结构分析
根据手套箱盖板的结构特点,模具优先采用热流道注塑模结构,采用3点开放式热嘴进胶。图1所示塑件外侧无倒扣,内侧有2个倒扣,因为是在内侧,从位置空间考虑做斜顶结构。本模具外形尺寸为:1100*730*840(mm),总重量约3吨,属于中型注塑模具。详细结构见图2与图3。

图2 汽车手套箱盖板注塑模具结构图1

图3 汽车手套箱盖板注塑模具结构图2
3.成型零件设计。汽车手套箱盖板注塑模具成型零件设计必须解决以下两个问题。
(1)模板和镶件采用一体式还是分体式?
一体式俗称原身出,分体式俗称镶钶(core)。一体式模具的优点是结构紧凑,强度刚性好,避免了开框、配框和制造斜楔等繁琐的工序。分体式的优点是工序分散,便于分科加工,由于模板比内模镶件材料便宜,故可节省成本。
(2)塑件如何进胶?型腔如何排位?或者说塑件在型腔中如何摆放?
由于塑件为汽车手套箱盖板,型腔排位方式是:1*1。本塑件外侧倒扣,外侧不需设计抽芯系统,内侧有两个倒扣,采用斜推块结构。本塑件外形落差大,在模具设计时要注意防倾斜设计,模具管位设计尺寸要大,要壮实。本模具采用四面围边周圈做5度斜度来防止倾斜,保证定位精确。
在模具设计中,塑件的进胶方式决定了模具的排位方式与模具类型。在汽车模具设计中客户一般会提供在那些位置进胶的信息作为参考,所有汽车模具都需要做模流分析(利用MOLDFLOW软件等)来验证塑件的进胶方式。确定进胶的位置,浇口形式,尺寸大小。一般会选取多种方案进行模流分析,做好后发给客户确认,与客户一起选取合适的方案设计浇注系统。
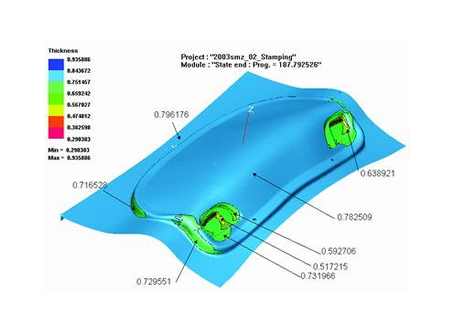
4.模流分析
在汽车模具设计中,根据以往类似塑件的经验首先确定浇口的大概位置,然后应用MolFlow软件对浇口进行模拟分析,根据分析结果优化浇口的形状与位置。由于汽车塑件同一塑件形状与结构大多类似,以往的设计为模具提供了参考,根据以往成功的案例作为参照,往往起到事半功倍的作用。
5.浇注系统设计
模具浇注系统采用热流道进胶,采用两点开放式热嘴的进胶方式,塑件材料为PP。由于塑件为PP料,料流动好,流道设计范围广些,但热嘴至塑件边缘的流道长度尽量设计在60mm以内,如果实在不行也尽量控制在100mm以内,避免冷流道过长与避免压力损失大。
6.侧向抽芯机构设计
模具无侧向抽芯(滑块)机构,故本节不作讨论。塑件内侧有2处倒扣,由于在塑件内侧,因此优先采用“斜顶杆+斜顶”结构。
7.温度控制系统设计
汽车手套箱盖板为汽车重要的内饰件之一,因此温度控制系统设计的好坏对模具的成型周期与产品成型质量影响很大。冷却水道设计原则之一是距离型腔面要大致相等,以达到模具型腔各处温度大致均衡。
以上就是一图汽车模具设计公司为您分享的汽车手套箱盖板模具设计经验。一图汽车模具设计公司主要以汽车零部件、汽车技术服务为核心,专业从事汽车身开发冲压同步工程分析(SE),结构设计,加工数据制作,项目管理,蓝光扫描,后期模具整改,现场调试等模具设计和开发服务。
相关产品

相关文章
- 汽车模具设计公司:汽车座椅设计将逐渐从皮质像轻量化方向发展2018年07月19日
- 如何才能设计好汽车座椅?专业汽车模具设计工程师告诉你!2018年04月19日
- 上海一图汽车模具公司谈汽车模具设计分型面2018年01月10日
- 对于加強汽车车车身设计可行性的策略,你知道多少?2017年11月02日
- 汽车模具开发公司带你盘点汽车冲压模具种类2017年09月13日
